
Statement of the Problem

One major use of energy in a wastewater treatment facility is for operation of mechanical systems designed to introduce oxygen into the wastewater. This oxygen is necessary for biological treatment of carbonaceous matter (secondary treatment) and for oxidation of ammonia into nitrite and nitrate (nitrification). The transfer of oxygen can be accomplished by several methods. One method is the delivery of air through a network of pipes and diffusers located at the bottom of treatment basins (diffused aeration). Another method is the high speed operation of brushes, paddles and/or other mechanical arms at or near the surface of the wastewater (mechanical mixing).
A difficult control challenge is at plants that require nitrogen removal under variable flow and/or variable ammonia demand conditions. At some locations, influent ammonia delivered to the aeration basin for treatment is disproportionate to flow and highly variable throughout the day and throughout the week. (See ChemScan Application Summary # 96, Nitrification Process Control.)
Some treatment facilities do not have any capability to adjust the aeration rate in response to changes in demand. At these locations the amount of aeration supplied to the process was designed to always be in excess of the expected demand. This results in energy costs that are well in excess of the minimum required for treatment. Improper aeration can also have negative effects on sludge characteristics and on anaerobic and facultative processes such as denitrification and phosphorous removal. (See ChemScan Application Summaries #59, Denitrification Process Control and #94, Biological Nutrient Removal.) If improved treatment is required or if peak treatment demand at times exceeds the original design capacity, these plants may experience poor process performance during certain periods, poor energy performance during other periods and composite performance approaching or exceeding permit requirements. Aeration control can be divided into two broad subjects: measurement of process variables to provide information for control adjustments and implementation of the aeration control adjustments.
Traditional Measurement Strategies
Feed Forward Control: If the objective is to adjust the aeration rate to match the requirements of the treatment process, some effort to measure or predict aeration demand may appear to be a reasonable approach. Such measurements may include flow rate, influent oxygen demand (ORP) and/or influent ammonia. These can all be classified as feed-forward control strategies. These strategies may not however, account for the many bio-chemical variables actually interacting within the process and therefore may not provide a satisfactory control signal for aeration rate adjustments.
Feed Back Control: Measurement of a process variable at or after the aeration adjustment location is a better approach. The measurement strategy can be based on regular grab samples or on automatic analysis. If grab samples are used, the frequency of analysis required for good control adjustment may be very labor intensive, especially if the measured parameters require physical or chemical analysis (such as alkalinity, COD or ammonia). If so, there is a temptation to reduce sample frequency and thus reduce the opportunities for process optimization and energy savings.
Feed back control strategies can also be based on automatic or continuous measurement of certain process parameters that tend to vary as aeration rates are altered. The most popular of these parameters is Dissolved Oxygen. Many operators believe that the objective of the treatment process is the creation of surplus dissolved oxygen in the effluent from the aeration basin. Actually, maintaining surplus oxygen in the effluent at an arbitrarily high set point is merely a convenient way to assure that the wastewater has been fully nitrified (all ammonia has been converted to oxidized nitrogen), which can occur only after a substantial reduction in carbonaceous demand has occurred. (See Figure 1) But this is at the expense of delivering more oxygen than is actually demanded by the process. The difference between the oxygen required too achieve process objectives and the oxygen delivered to meet a “target” set point represents a pool of energy savings that can be captured by using the appropriate measurements within the process. (ORP and alkalinity are two other measurements sometimes mentioned for control, but these parameters are indirect measurements at best and are also affected by chemistries and process conditions that are unrelated to those that would require aeration rate adjustments.)
If the objective of the process is nitrification, the most direct measurement strategy to maintain control at minimum energy cost is the measurement of ammonia in the process, certainly at the end of the aeration basin or in the aeration effluent but also at additional upstream sample points. A simple feed back loop can link changes in the aeration rate directly to changes in ammonia concentration. More aeration is provided when ammonia is high, less when little or no ammonia is present.
Profile Control:The most effective approach to achieve both process control and energy management objectives would be to monitor multiple points in the aeration basin, so that aeration rates can be adjusted at the earliest opportunity. This is especially true if aeration zones within the process can be independently controlled. Analysis of ammonia at multiple sample points across the process is called an “ammonia profile”.
Plants that have total nitrogen limits may also consider detection of additional parameters at strategic points within the process. Plants that perform both nitrification and denitrification should consider analysis of nitrite and nitrate in addition to ammonia. Analysis of nitrite is an early indication of process instability and analysis of nitrate shows the end result of nitrification (See ChemScan Application Summary #96, Nitrification Process Control and #59, Denitrification Process Control.) Detection of nitrite, nitrate and ammonia at strategic sample points across the process is called a “nitrogen profile”. The use of a nitrogen profile can help assure compliance with nitrogen removal requirements at a minimum cost for aeration, recirculation pumping and chemical addition. (Plants that perform chlorination may also benefit from analysis of a nitrogen profile, with possible savings from allowing controlled ammonia bleed for chloramine formation and additional savings from minimizing nitrite delivery to the chlorination process. (See ChemScan Application Summary #82, Wastewater Chloramination Process Control and #99, Chlorination Control.).If phosphate is added to the profile, it is called a “nutrient profile”.
ChemScan Measurement Capability
ChemScan can provide systems for feed back control using on-line ammonia analysis. If the sample point is after the secondary clarifier, no filtration is required prior to analysis. If the sample point is in the aeration basin or prior to secondary settling, sample filtration will be required using either a cyclic filter (low volume, self purging, short distance) or a cross flow filter (high sample flush volume, long sample distances).
ChemScan can also provide central analysis systems capable of providing ammonia profile, nitrogen profile or nutrient profile measurements at multiple sample points across the process. A few (no more than 3) nearby sample points can use a central ChemScan analyzer with cyclic filters, while applications with several (up to 8) sample points typically use a central analyzer, cross flow filter and sample sequence controller in conjunction with either a central sample pump or individual sample pumps to obtain process profile measurements.
Implementation
Implementation of aeration control strategies will depend on the type of aeration systems in use at the plant and also on the capabilities these systems offer for control. Most control for mechanical aerators and blowers will involve the use of variable frequency drives. A variable frequency drive adjusts the speed of electric motors by modulating the power being delivered. Motor speed can thereby be matched to the amount of work demanded. Systems with variable frequency control can provide “soft start”, thus avoiding high torque, current surges and stress on the motor systems.
Control of diffused aeration systems will depend on blower type and strategy for coordination of multiple blowers. Blower types include constant speed centrifugal blowers, usually controlled by modulating air inlet valves or inlet guide vanes. Positive displacement (rotary lobe) blowers are controlled using a VFD to modulate the output.Multiple blowers are coordinated by providing either parallel control (which simultaneously adjusts the output of all blowers following addition or deletion) or cascaded control (which adjusts the output of individual blowers to a minimum or maximum output before adding or deleting the next blower needed to satisfy the overall aeration demand).Aeration control implementation often requires custom software based on the specific processes, control strategy, aeration systems and safety factors that apply to a specific treatment facility.
Category Post
- All(-)
- DOCUMENT(4)
- NEWS(84)
- BUSINESS NEWS(19)
- COMPANY NEWS(23)
- SPECIALIZED NEWS(60)
Post latest

Perspective on the Conference “Explosion-Proof Electrical Equipment in Industrial and National Energy Projects”
Jun 24, 2024
Acknowledgment for the international scientific conference “Explosion-proof Electrical Equipment in Industrial and National Energy Projects”
Jun 17, 2024
Construction site images
Nov 14, 2019
DPKT Technologies opened branch 3 in Ha Tinh
Sep 20, 2019
Inauguration of Hau Giang Biomass Power Plant: A Green Energy Milestone
Apr 29, 2025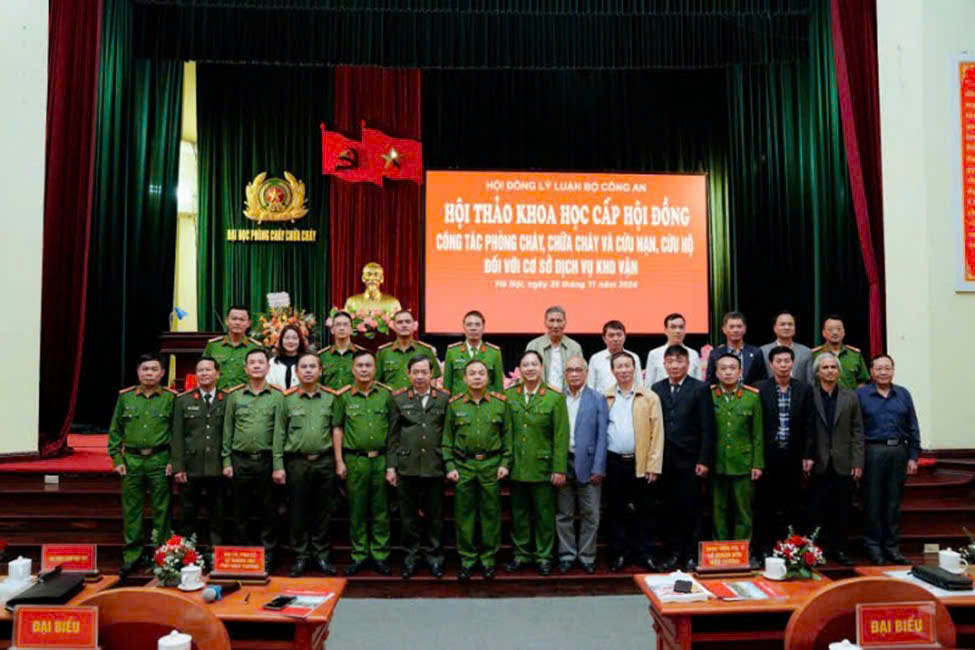
Scientific seminar on ‘Fire prevention, fire extinguishing and rescue for logistic depots’
Nov 27, 2024
DPKT TECHNOLOGIES – HOSE SOLUTION FOR OIL&GAS INDUSTRY
Sep 21, 2024
DPKT TECHNOLOGIES – SECUTECH VIETNAM 2024
Aug 22, 2024
Related posts
Inauguration of Hau Giang Biomass Power Plant: A Green Energy Milestone
In the jubilant atmosphere of celebrating the 50th anniversary of the Liberation of the South and National Reunification (April 30, 1975 – April 30, 2025), Hau Giang Biomass Energy Joint Stock Company solemnly held the inauguration ceremony of the Hau Giang Biomass Power Plant — a flagship project symbolizing the trend of sustainable and green […]
Scientific seminar on ‘Fire prevention, fire extinguishing and rescue for logistic depots’
On the afternoon of November 26th, 2024, the Ministry of Public Security and the Ministry of Public Security’s Reasoning Council held a Council-level seminar on “Fire prevention, fire extinguishing and rescue for logistic depots” at the Fire Prevention University. Authorized by the leaders of the Ministry of Public Security, Lieutenant General, Associate Professor, Dr. Le […]
DPKT TECHNOLOGIES – HOSE SOLUTION FOR OIL&GAS INDUSTRY
Recently, DPKT Technologies successfully completed an order for hydraulic pipes, fittings, and couplings for our partner PVEP. Our products are designed to serve industries such as maritime and oil & gas exploration,…ensuring international quality standards. DPKT is committed to providing the best customer experience and delivering the highest quality services. Once again, we would like […]
DPKT TECHNOLOGIES – SECUTECH VIETNAM 2024
📣 The SECUTECH VIETNAM 2024 International Exhibition took place from August 14-16, 2024, at the Saigon Exhibition and Convention Center (SECC) in Ho Chi Minh City. Organized by the Fire Prevention and Rescue Police Department in coordination with the Vietnam Fire Protection & Rescue Association, the event attracted over 350 businesses from 23 countries and […]
DPKT TECHNOLOGIES – Application of AI in Fire Protection
The application of AI in fire prevention and firefighting is considered a highlight at the 2024 International Exhibition on Fire Prevention and Rescue Equipment, Security, and Safety Protection. It also serves as a key focus at the international seminar on the application of new technology products in the field of fire prevention and rescue. Taking […]
