

Thực trạng vấn đề:
Phần lớn năng lượng trong nhà máy xử lý nước thải là dùng cho hệ thống sục khí oxy vào nước thải. Lượng oxy này cần cho quá trình xử lý vi sinh các loại “chất thải gốc carbon” - “carbonaceous matter” (xử lý giai đoạn 2) và quá trình oxy hóa Amoniac thành nitrite và nitrate (nitrat hóa). Quá trình sục khí này được thực hiện bằng 1 số cách. Trong đó 1 cách sục khí là bằng hệ thống đường ống và bộ khuếch tán đặt ở đáy của bồn xử lý. Một cách sục khí khác nữa là sử dụng cánh quạt quay với tốc độ nhanh tác động trực tiếp cơ học lên trên bề mặt Một số bất cập xảy ra khi những nhà máy có yêu cầu khử nitrogen thay đổi tương ứng với lượng ammonia thay đổi. Ở 1 số nơi, lượng amoniac chia vào các bể xử lý còn bị tình trạng thay đổi liên tục tùy vào thời điểm của ngày và ngày trong tuần. (See ChemScan Application Summary # 96, Nitrification Process Control)
Một số nhà máy xử lý không có khả năng điều khiển lượng khí sục vào tương ứng yêu cầu thực tế. Và vì vậy, lượng khí đưa vào ở những nhà máy này luôn được thiết lập vượt quá lượng khí cần thiết. Điều này làm tiêu phí năng lượng hơn thực tế cần thiết. Lượng khí sục không theo tiêu chuẩn sẽ gây ra tác động xấu đến đặc tính của bùn, quá trình kỵ khí và các quá trình không bắt buột như khử nito và khử lưu huỳnh.
Nếu cần phải cải tiến phương pháp xử lý nước thải hoặc yêu cầu xử lý thực tế vượt quá công suất thiết kế ban đầu, những nhà máy này sẽ rơi vào tình trạng xử lý không hiệu quả vào thời điểm nào đó, hoặc hiệu suất thấp hay công suất dư thừa công suất.
Việc điều khiển quá trình sục khí có thể được chia làm 2 phần: giám sát quan trắc các thông số cho việc điều khiển và thực thi quá trình điều khiển.
Mô hình giám sát quan trắc nước thải truyền thống
Feed-forward control
Nếu mục tiêu là điều chỉnh lưu lượng sục khí để đạt yêu cầu của quá trình xử lý, thì việc giám sát và dự đoán lưu lượng sục khí là cần thiết. Những chỉ số cần giám sát bao gồm lưu lượng nước thải, nhu cầu oxy và/hoặc lượng amoniac ở đầu vào. Quy trình giám sát những thông số trên gọi là “Feed-forward control”. Những quy trình này nhiều lúc không đo được các giá trị hóa sinh sát với thực tế và vì vậy, không thể cung cấp tín hiệu tối ưu cho quá trình điều khiển lưu lượng sục khí.
Feed Back Control
Phương pháp theo dõi các chỉ số trong và sau khi điều chỉnh sự sục khí có nhiều ưu điểm hơn. Phương pháp này chia thành 2 cách, dựa trên việc lấy mẫu định kỳ hoặc lấy mẫu tự động. Nếu lấy mẫu định kỳ, sẽ tốn rất nhiều nhân công để có được thông số chính xác liên tục, đặc biệt là đối với những thông số lý tính và hóa tính (độ kiềm, COD hoặc amoniac). Và vì vậy, sẽ thông thường số tần suất lấy mẫu bị giảm đi và theo đó thì cũng giảm đi khả năng tối ưu hóa và tiết kiệm năng lượng trong quá trình xử lý nước thải.
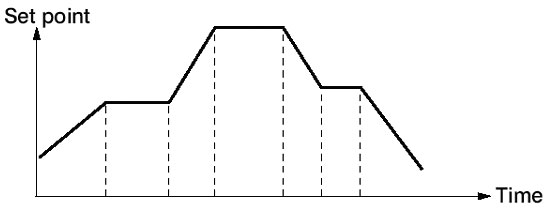
Feed back control còn có thể dựa trên việc theo dõi thông số tự động hoặc liên tục các chỉ số nào đó theo quy định và dựa trên đó để thay đổi lưu lượng sục khí. Chỉ số phổ biến nhất trong các chỉ số này là DO (Dissolved Oxygen - Oxy hòa tan). Nhiều kỹ sư vận hành nghĩ rằng mục tiêu của quá trình xử lý là luôn tạo ra lượng oxy hòa tan dư thừa ở đầu ra từ bể sục khí. Thực ra, việc duy trì lượng oxy hòa tan dư thừa ở đầu ra chỉ đơn thuần là để chắc chắn nước thải hoàn toàn được nitrat hóa (tất cả lượng ammoniac được nitrat hóa), điều mà chỉ có thể xảy ra sau khi nhu cầu carbonaceous giảm. (see Figure 1)
Nhưng điều này làm cho lượng oxy đưa vào nhiều hơn mức cần thiết. Sự chênh lệch giữa nhu cầu oxy cần thiết để đạt yêu cầu xử lý và lượng oxy đưa vào để đạt mức cố đinh (set point) gây lãng phí năng lượng. Điều này có thể khắc phục bằng cách dùng phương pháp quan trắc giám sát phù hợp hơn. (đôi lúc ORP và độ PH là thông số đo được dùng để điều khiển, nhưng những chỉ tiêu thông số này là thường chỉ là cách đo gián tiếp tốt nhât và cũng bị ảnh hưởng bởi các loại hóa chất và các điều kiện xử lý không liên quan đến quá trình điều chỉnh sự sục khí)
Nếu mục tiêu của quá trình xử lý là nitrat hóa, cách đo lượng trực tiếp nhất để điều khiển nhằm đạt chi phí năng lượng tối thiểu là đo lượng ammoniac trong quá trình xử lý (đo vào giai đoạn cuối của bể sục khí hoặc ở đầu ra của quá trình sục khí và một vài điểm lấy mẫu ở đoạn đầu). Sử dụng một vòng lặp điều khiển có hồi đáp đơn giản có thể thay đổi lưu lượng sục khí trực tiếp và từ đó nồng độ ammoniac được điều chỉnh theo. Lưu lượng sục khí sẽ tăng khi lượng ammoniac cao và giảm khi lượng ammoniac thấp hoặc không có.
Điều khiển theo mẫu
Cách hiệu quả nhất để đạt được mục tiêu của quá trình xử lý và tối ưu hóa năng lượng là giám sát đa điểm ở bể sục khí, giúp cho lưu lượng sục khí có thể được điều chỉnh kịp thời nhất có thể. Hiệu quả sẽ còn cao hơn nữa nếu lưu lượng sục khí có thể được điều khiển độc lập với nhau trong quá trình sử lý.
Quá trình phân tích lượng ammoniac tại nhiều điểm trong quá trình xử lý trên đây được gọi là “Amoniac profile”.
Những nhà máy có giới hạn tổng lượng nitrogen có thể cần theo dõi thêm các thông số khác trong quá trình xử lý nước thải. Những nhà máy xử lý nước thải có cả quá trình nitrat hóa và khử nitrat nên nhận cả chỉ số nitrite và nitrate bên cạnh chỉ số ammoniac. Đo nitrite là để phát hiện sớm sự bất ổn định của quá trình xử lý và đo nitrate là để thấy kết quả của quá trình nitrat hóa (See ChemScan Application Summary #96, Nitrification Process Control and #59, Denitrification Process Control.) Quá trình nhận biết nitrite, nitrate và ammoniac trong hệ thống những điểm phân tích mẫu trên gọi là “Nitrogen Profile”
Quá trình “Nitrogen Profile” có thể giúp đảm bảo sự đồng bộ giữa việc sục khí để khử nitrogen (nhằm tối thiểu chi phí), bơm tuần hoàn và châm hóa chất xử lý.(Những nhà có quá trình dùng clo hóa có thể có nhiều lợi ích từ quá trình “Nitrogen Profile”, như tiết kiệm lượng amononia xả ra cho quá trình tạo clo và hơn nữa là tối thiểu hóa lượng nitrite cho quá trình clo hóa. (See ChemScan Application Summary #82, Wastewater Chloramination Process Control and #99, Chlorination Control.)
Nếu phosphate được thêm nữa thì quá trình này sẽ gọi là “Nutrient Profile”
Khả năng quan trắc giám sát nước thải của ChemScan:
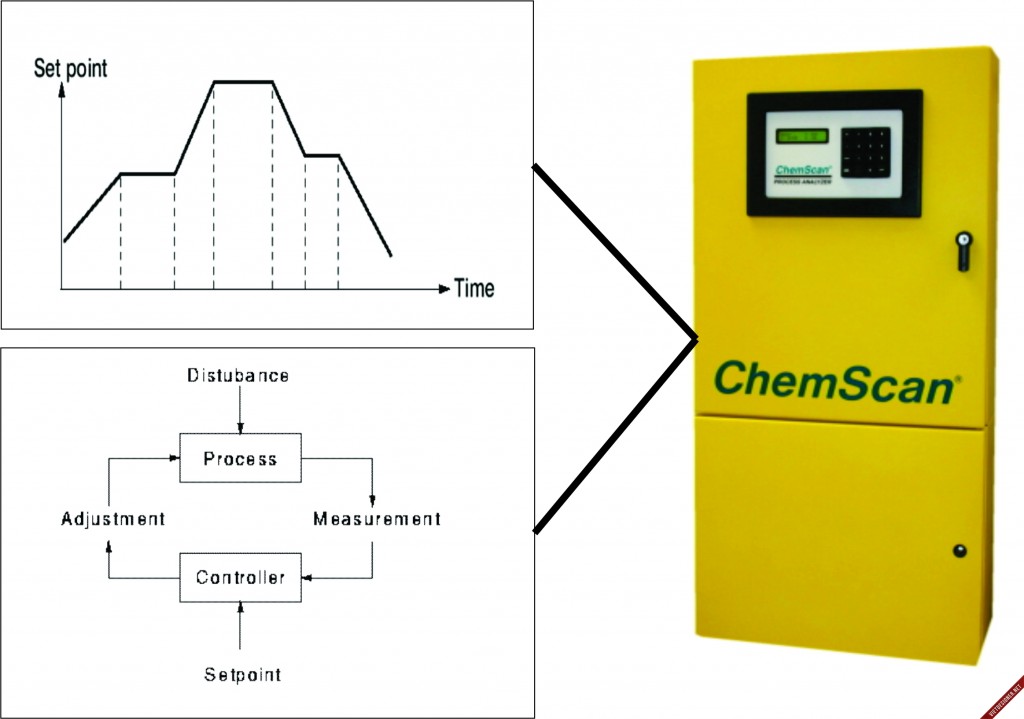
ChemScan có thể cung cấp những hệ thống cho việc điều khiển có phản hồi bằng cách sử dụng máy phân tích amoniac online liên tục. Nếu điểm lấy mẫu là sau khi qua bể lắng thứ 2 thì không cần lọc trước khi đưa vào máy phân tích. Nếu điểm lấy mẫu là trong bể sục khí hoặc trước bể lắng thứ 2, cần phải có lọc mẫu, loại lọc cần dùng là cyclic filter (lưu lượng nhỏ, tự làm sạch, dùng với khoảng cách ngắn) hoặc cross flow filter (lưu lượng lớn, dùng với khoảng cách xa).
ChemScan cũng có thể cung cấp những hệ thống giám sát trung tâm “Amoniac Profile”, “Nitrogen profile” hoặc “Nutrient Profile” tại nhiều điểm lấy mẫu trong suốt quá trình xử lý. Nếu có ít hơn 3 điểm lấy mẫu gần nhau, nhà máy xử lý nước thải có thể dùng chung 1 máy phân tích trung tâm ChemScan và lọc Cyclic filters. Nếu có từ 1 đến 8 điểm lấy mẫu không gần nhau, thường sử dụng 1 máy phân tích trung tâm, bộ lọc “cross flow filter” và bộ điều khiển lấy mẫu theo trình tự kết hợp với 1 bơm trung tâm hoặc từng bơm lấy mẫu riêng lẽ.
Quy trình:
Quy trình của hệ thống điều khiển lưu lượng sục khí sẽ dựa trên hệ thống đang sử dụng và trên công suất của hệ thống này để điều khiển. Hầu hết việc điều khiển cơ cấu cơ khí của hệ thống sục khí và và máy thổi khí liên quan đến điều khiển tần số - biến tần. Bộ biến tần sẽ thay đổi tốc độ của động cơ điện bằng cách điều biến dòng điện cấp vào. Tốc độ mô tơ nhờ vậy mà thay đổi tương ứng với yêu cầu thực tế. Ngoài ra, hệ thống điều khiển với biến tần được tích hợp bộ khởi động mềm, vì vậy tránh được momen khởi động lớn, quá dòng – current surges và áp lực cho hệ thống mô tơ.
Việc điều khiển hệ thống sục khí khuếch tán sẽ dựa trên loại và lịch trình của máy thổi khí để điều phối nhiều máy thổi. Những loại máy thổi khí gồm loại ly tâm với tốc độ cố định , thường được điều khiển bằng van khí vào hoặc cánh dẫn hướng. Loại máy thổi khí Positive displacement (2 cánh xoay) được điều khiển bằng một VFD để điều chỉ lưu lượng đầu ra.
Tổ hợp nhiều máy thổi khí được điều khiển bằng cách điều khiển song song (đồng thời điều chỉnh lưu lượng ra của tất cả các máy thổi kèm theo hoặc ngưng tất cả – or deletion) hoặc điều khiển theo bậc (điều khiển ngõ ra của mỗi máy thổi riêng lẽ đến 1 mức min hoặc max trước khi mở hoặc tắt máy thổi khác).
Sự điều khiển lưu lượng sục khí thường cần phải có phần mềm tương ứng với những quy trình xử lý nước thải cụ thể, lịch trình điều khiển – control strategy, hệ thống sục khí và những yếu tố an toàn (áp dụng cho những từng loại nhà máy xử lý cụ thể).
Loại Bài viết
- Tất cả(-)
- TIN TỨC(66)
- TIN CHUYÊN NGÀNH(45)
- TIN CÔNG TY(13)
- TIN KINH DOANH(3)
Bài viết mới nhất

HÌnh ảnh công trường thực tế
Th11 14, 2019
DPKT Technologies khai trương cơ sở 3 tại Hà Tĩnh
Th9 20, 2019
CHÚC MỪNG NĂM MỚI 2024
Th2 06, 2024
DPKT TECHNOLOGIES THÔNG BÁO NGHỈ TẾT ÂM LỊCH NĂM 2024
Th1 30, 2024
Triển lãm Quốc tế Ngành Bê Tông & Xi Măng Việt Nam 2023
Th1 10, 2024
Thư mời tham quan Triển lãm Quốc tế ngành Bê Tông & Xi Măng Việt Nam 2023
Th1 10, 2024
Bài viết tương tự
CHÚC MỪNG NĂM MỚI 2024
Triển lãm Quốc tế Ngành Bê Tông & Xi Măng Việt Nam 2023
Chúng tôi vô cùng vinh dự khi được đón tiếp: – Bác Tống Văn Nga (Nguyên Thứ trưởng Bộ Xây dựng; Chủ tịch Hội Bê tông Việt Nam & Hội Vật liệu xây dựng Việt Nam; Phó Chủ tịch Thường trực Hiệp hội Bất động sản Việt Nam; Phó Chủ tịch Tổng Hội Xây dựng […]
Thư mời tham quan Triển lãm Quốc tế ngành Bê Tông & Xi Măng Việt Nam 2023
DPKT Technologies Co., Ltd. hân hạnh được mời Quý khách hàng, Quý doanh nghiệp tới tham quan Triển lãm Quốc tế Ngành Bê Tông & Xi Măng Việt Nam 2023 tại TP. Hồ Chí Minh. * Địa điểm: Trung tâm Hội nghị Tân Sơn Nhất Pavillon – 202 Hoàng Văn Thụ, phường 9, quận Phú […]

Hồ Sơ Năng Lực Công ty DPKT-2023
Sứ mệnh của DPKT không chỉ là phát triển, mà còn là hoàn thiện từng ngày, dù đó là những thách thức nhỏ hay những cơ hội lớn. Chúng tôi chân thành biết ơn Quý Khách Hàng và Đối Tác đã đồng hành và hỗ trợ chúng tôi trong mỗi bước đi. DPKT chung tay […]
THƯ MỜI THAM DỰ TRIỂN LÃM SECUTECH 2023
CÔNG TY DPKT TRÂN TRỌNG KÍNH MỜI QUÝ KHÁCH HÀNG THAM GIA TRIỂN LÃM SECUTECH 2023 – Triển lãm quốc tế về kỹ thuật và phương tiện phòng cháy, chữa cháy, cứu nạn, cứu hộ (PCCC & CNCH) và thiết bị an ninh, an toàn, bảo vệ tại Việt Nam năm 2023. Thời gian và […]
